En pregled
V procesu izdelave integriranega vezja je fotolitografija osrednji postopek, ki določa stopnjo integracije integriranih vezij. Funkcija tega postopka je zvest prenos in prenos grafičnih informacij vezja z maske (imenovane tudi maska) na substrat polprevodniškega materiala.
Osnovno načelo postopka fotolitografije je uporaba fotokemične reakcije fotorezista, prevlečenega na površini substrata, za snemanje vzorca vezja na maski, s čimer se doseže namen prenosa vzorca integriranega vezja iz zasnove na substrat.
Osnovni postopek fotolitografije
Najprej se fotorezist nanese na površino substrata s strojem za nanašanje premazov;
Nato se s fotolitografskim strojem izpostavi substrat, prevlečen s fotorezistom, fotokemični reakcijski mehanizem pa se uporabi za snemanje informacij o vzorcu maske, ki jih prenaša fotolitografski stroj, s čimer se zaključi natančen prenos, prenos in replikacija vzorca maske na substrat;
Nazadnje se za razvijanje izpostavljene podlage uporabi razvijalec, da se odstrani (ali zadrži) fotorezist, ki je podvržen fotokemični reakciji po izpostavitvi.
Drugi postopek fotolitografije
Za prenos načrtovanega vzorca vezja na maski na silikonsko rezino je treba prenos najprej doseči s postopkom osvetlitve, nato pa je treba vzorec silicija pridobiti s postopkom jedkanja.
Ker osvetlitev procesnega področja fotolitografije uporablja vir rumene svetlobe, na katerega so fotoobčutljivi materiali neobčutljivi, ga imenujemo tudi območje rumene svetlobe.
Fotolitografija je bila najprej uporabljena v tiskarski industriji in je bila glavna tehnologija za zgodnjo proizvodnjo PCB. Od leta 1950 je fotolitografija postopoma postala glavna tehnologija za prenos vzorcev v proizvodnji IC.
Ključni indikatorji postopka litografije vključujejo ločljivost, občutljivost, natančnost prekrivanja, stopnjo napak itd.
Najbolj kritičen material v procesu fotolitografije je fotorezist, ki je fotoobčutljiv material. Ker je občutljivost fotorezista odvisna od valovne dolžine vira svetlobe, so za postopke fotolitografije potrebni različni materiali fotorezista, kot so g/i line, 248 nm KrF in 193 nm ArF.
Glavni postopek tipičnega procesa fotolitografije vključuje pet korakov
:
-Priprava osnovnega filma;
-Nanesite fotorezist in mehko pečenje;
- Poravnava, osvetlitev in pečenje po osvetlitvi;
- Razvijanje trdega filma;
- Zaznavanje razvoja.
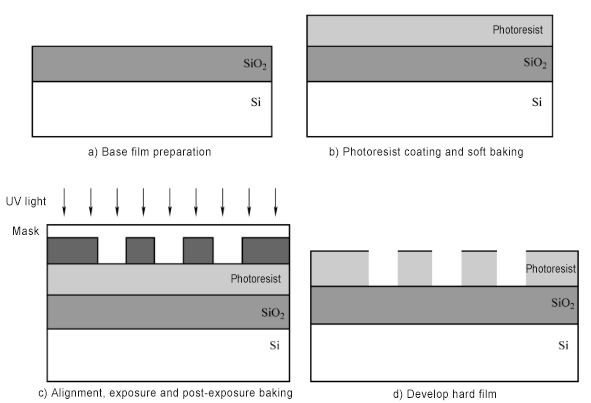
(1)Priprava osnovnega filma: predvsem čiščenje in dehidracija. Ker morebitna onesnaženja oslabijo oprijem med fotorezistom in rezino, lahko temeljito čiščenje izboljša oprijem med rezino in fotorezistom.
(2)Fotorezist premaz: To se doseže z vrtenjem silicijeve rezine. Različni fotorezisti zahtevajo različne parametre postopka nanosa, vključno s hitrostjo vrtenja, debelino fotorezista in temperaturo.
Mehko pečenje: Pečenje lahko izboljša oprijem med fotorezistom in silikonsko rezino ter enakomernost debeline fotorezista, kar je koristno za natančen nadzor geometrijskih dimenzij poznejšega postopka jedkanja.
(3)Poravnava in izpostavljenost: Poravnava in osvetlitev sta najpomembnejša koraka v procesu fotolitografije. Nanašajo se na poravnavo vzorca maske z obstoječim vzorcem na rezini (ali vzorcu sprednje plasti) in nato obsevanje s specifično svetlobo. Svetlobna energija aktivira fotoobčutljive komponente v fotorezistu in s tem prenese vzorec maske na fotorezist.
Oprema, ki se uporablja za poravnavo in osvetlitev, je fotolitografski stroj, ki je najdražji posamezen kos procesne opreme v celotnem procesu izdelave integriranega vezja. Tehnična raven fotolitografskega stroja predstavlja stopnjo naprednosti celotne proizvodne linije.
Pečenje po osvetlitvi: nanaša se na kratek postopek pečenja po izpostavitvi, ki ima drugačen učinek kot pri globokih ultravijoličnih fotorezistih in običajnih fotorezistih i-line.
Pri globokem ultravijoličnem fotorezistu pečenje po osvetlitvi odstrani zaščitne komponente v fotorezistu, kar omogoča, da se fotorezist raztopi v razvijalcu, zato je pečenje po osvetlitvi potrebno;
Pri običajnih fotorezistih i-line lahko pečenje po osvetlitvi izboljša oprijem fotorezista in zmanjša stoječe valove (stoječi valovi bodo imeli škodljiv učinek na morfologijo robov fotorezista).
(4)Razvijanje trdega filma: uporaba razvijalca za raztapljanje topnega dela fotorezista (pozitivnega fotorezista) po izpostavitvi in natančen prikaz vzorca maske z vzorcem fotorezista.
Ključni parametri procesa razvijanja vključujejo temperaturo in čas razvijanja, doziranje in koncentracijo razvijalca, čiščenje itd. S prilagajanjem ustreznih parametrov pri razvijanju lahko povečamo razliko v stopnji raztapljanja med izpostavljenimi in neosvetljenimi deli fotorezista, s čimer doseganje želenega razvojnega učinka.
Utrjevanje je znano tudi kot utrjevalno pečenje, ki je postopek odstranjevanja preostalega topila, razvijalca, vode in drugih nepotrebnih ostankov v razvitem fotorezistu z njihovim segrevanjem in izhlapevanjem, da se izboljša oprijem fotorezista na silicijev substrat in odpornost proti jedkanju fotorezista.
Temperatura procesa utrjevanja se spreminja glede na različne fotoreziste in metode utrjevanja. Predpostavka je, da se vzorec fotorezista ne deformira in da mora biti fotorezist izdelan dovolj trd.
(5)Inšpekcija razvoja: To je namenjeno preverjanju napak v vzorcu fotorezista po razvijanju. Običajno se tehnologija prepoznavanja slike uporablja za samodejno skeniranje vzorca čipa po razvoju in njegovo primerjavo z vnaprej shranjenim standardnim vzorcem brez napak. Če se ugotovi kakršna koli razlika, se šteje, da je okvarjen.
Če število napak preseže določeno vrednost, se oceni, da silicijeva rezina ni opravila razvojnega testa in se lahko zavrže ali ustrezno predela.
V procesu izdelave integriranega vezja je večina postopkov ireverzibilnih, fotolitografija pa je eden redkih procesov, ki jih je mogoče predelati.
Tri fotomaske in fotorezist materiali
3.1 Fotomaska
Fotomaska, znana tudi kot fotolitografska maska, je master, ki se uporablja v procesu fotolitografije pri izdelavi rezin integriranega vezja.
Postopek izdelave fotomask je pretvorba izvirnih podatkov o postavitvi, potrebnih za izdelavo rezin, ki so jih oblikovali inženirji za oblikovanje integriranih vezij, v podatkovno obliko, ki jo lahko prepoznajo generatorji laserskih vzorcev ali oprema za osvetlitev elektronskih žarkov z obdelavo podatkov maske, tako da jih lahko izpostavi zgornja oprema na materialu substrata fotomaske, prevlečenem s fotoobčutljivim materialom; nato se obdela z nizom postopkov, kot sta razvijanje in jedkanje, da se vzorec pritrdi na substratni material; nazadnje je pregledan, popravljen, očiščen in laminiran s filmom, da se oblikuje maska, ter dostavljen proizvajalcu integriranega vezja v uporabo.
3.2 Fotorezist
Fotorezist, znan tudi kot fotorezist, je fotoobčutljiv material. Fotoobčutljive komponente v njem bodo podvržene kemičnim spremembam pod obsevanjem svetlobe, kar bo povzročilo spremembe v hitrosti raztapljanja. Njegova glavna funkcija je prenos vzorca z maske na substrat, kot je rezina.
Načelo delovanja fotorezista: najprej je fotorezist prevlečen na podlago in predhodno pečen, da se odstrani topilo;
Drugič, maska je izpostavljena svetlobi, kar povzroči kemično reakcijo fotoobčutljivih komponent na izpostavljenem delu;
Nato se izvede pečenje po izpostavitvi;
Nazadnje se fotorezist z razvojem delno raztopi (pri pozitivnem fotorezistu se izpostavljeno območje raztopi; pri negativnem fotorezistu se raztopi neosvetljeno območje), s čimer se izvede prenos vzorca integriranega vezja z maske na podlago.
Sestavine fotorezista vključujejo predvsem smolo, ki tvori film, fotoobčutljivo komponento, dodatke v sledovih in topilo.
Med njimi se smola, ki tvori film, uporablja za zagotavljanje mehanskih lastnosti in odpornosti proti jedkanju; fotoobčutljiva komponenta je izpostavljena kemičnim spremembam pod svetlobo, kar povzroči spremembe v hitrosti raztapljanja;
Dodatki v sledovih vključujejo barvila, sredstva za povečanje viskoznosti itd., ki se uporabljajo za izboljšanje delovanja fotorezista; topila se uporabljajo za raztapljanje komponent in njihovo enakomerno mešanje.
Fotoreziste, ki so trenutno v široki uporabi, lahko razdelimo na tradicionalne fotoreziste in kemično ojačane fotoreziste glede na mehanizem fotokemične reakcije, prav tako pa jih lahko razdelimo na ultravijolične, globoke ultravijolične, ekstremne ultravijolične, elektronske žarke, ionske žarke in rentgenske fotoreziste glede na fotoreziste. valovna dolžina občutljivosti na svetlobo.
Štiri fotolitografske naprave
Tehnologija fotolitografije je šla skozi razvojni proces kontaktne/bližinske litografije, litografije z optično projekcijo, litografije s koraki in ponavljanji, skenirajoče litografije, potopne litografije in EUV litografije.
4.1 Stroj za kontaktno/bližinsko litografijo
Tehnologija kontaktne litografije se je pojavila v 60. letih 20. stoletja in je bila široko uporabljena v 70. letih prejšnjega stoletja. To je bila glavna litografska metoda v dobi majhnih integriranih vezij in se je v glavnem uporabljala za izdelavo integriranih vezij z velikostmi funkcij nad 5 μm.
V stroju za kontaktno/bližinsko litografijo je rezina običajno postavljena na ročno nadzorovano vodoravno lego in vrtljivo delovno mizo. Operater uporablja diskretni poljski mikroskop za istočasno opazovanje položaja maske in rezine ter ročno nadzoruje položaj delovne mize za poravnavo maske in rezine. Ko sta rezina in maska poravnani, bosta obe stisnjeni skupaj, tako da je maska v neposrednem stiku s fotorezistom na površini rezine.
Po odstranitvi objektiva mikroskopa se stisnjena rezina in maska premakneta na ekspozicijsko mizo za osvetlitev. Svetloba, ki jo oddaja živosrebrna žarnica, je skozi lečo kolimirana in vzporedna z masko. Ker je maska v neposrednem stiku s plastjo fotorezista na rezini, se vzorec maske po izpostavitvi prenese na plast fotorezista v razmerju 1:1.
Oprema za kontaktno litografijo je najenostavnejša in najbolj ekonomična oprema za optično litografijo in lahko doseže osvetlitev grafike velikosti submikronskih značilnosti, zato se še vedno uporablja pri proizvodnji izdelkov v majhnih serijah in laboratorijskih raziskavah. Pri obsežni proizvodnji integriranih vezij je bila uvedena tehnologija proximity litografije, da bi se izognili povečanju stroškov litografije zaradi neposrednega stika med masko in rezino.
Bližinska litografija se je široko uporabljala v sedemdesetih letih 20. stoletja v dobi majhnih integriranih vezij in zgodnji dobi srednje velikih integriranih vezij. V nasprotju s kontaktno litografijo maska pri proximity litografiji ni v neposrednem stiku s fotorezistom na rezini, ampak ostane reža, zapolnjena z dušikom. Maska lebdi na dušiku, velikost reže med masko in rezino pa določa tlak dušika.
Ker pri litografiji na bližino ni neposrednega stika med rezino in masko, se zmanjšajo napake, ki nastanejo med postopkom litografije, s čimer se zmanjša izguba maske in izboljša izkoristek rezine. Pri proximity litografiji vrzel med rezino in masko postavi rezino v območje Fresnelovega uklona. Prisotnost uklona omejuje nadaljnje izboljšanje ločljivosti opreme za bližinsko litografijo, zato je ta tehnologija primerna predvsem za proizvodnjo integriranih vezij z velikostjo značilnosti nad 3 μm.
4.2 Steper in Repeater
Koračna naprava je ena najpomembnejših naprav v zgodovini litografije rezin, ki je pospešila postopek submikronske litografije v množično proizvodnjo. Steper uporablja tipično statično osvetlitveno polje 22 mm × 22 mm in optično projekcijsko lečo z razmerjem redukcije 5:1 ali 4:1 za prenos vzorca z maske na rezino.
Litografski stroj s koraki in ponavljanji je na splošno sestavljen iz podsistema osvetlitve, podsistema stopnje obdelovanca, podsistema stopnje maske, podsistema fokusa/niveliranja, podsistema poravnave, podsistema glavnega okvirja, podsistema prenosa rezin, podsistema prenosa maske , elektronski podsistem in programski podsistem.
Tipičen delovni postopek litografskega stroja s koraki in ponavljanji je naslednji:
Najprej se rezina, prevlečena s fotorezistom, prenese na mizo obdelovanca z uporabo podsistema za prenos rezin, maska, ki jo je treba izpostaviti, pa se prenese na mizo z masko s pomočjo podsistema za prenos maske;
Nato sistem uporabi podsistem za ostrenje/niveliranje, da izvede večtočkovno merjenje višine na rezini na odru obdelovanca, da pridobi informacije, kot sta višina in kot nagiba površine rezine, ki bo izpostavljena, tako da območje izpostavljenosti med postopkom osvetlitve je rezino vedno mogoče nadzorovati znotraj žariščne globine projekcijskega objektiva;Nato sistem uporabi podsistem za poravnavo za poravnavo maske in rezine, tako da je med postopkom osvetlitve natančnost položaja slike maske in prenosa vzorca rezine vedno znotraj zahtev za prekrivanje.
Končno se postopek koraka in osvetlitve celotne površine rezine zaključi v skladu s predpisano potjo, da se realizira funkcija prenosa vzorca.
Naslednji litografski stroj s koračnim in skenerjem temelji na zgornjem osnovnem delovnem procesu, izboljšuje korak → osvetlitev skeniranju → osvetlitev in ostrenje/niveliranje → poravnavo → osvetlitev na dvostopenjskem modelu za merjenje (ostrenje/niveliranje → poravnava) in skeniranje izpostavljenost vzporedno.
V primerjavi z litografskim strojem s korakom in skeniranjem litografskemu stroju s korakom in ponavljanjem ni treba doseči sinhronega povratnega skeniranja maske in rezin ter ne potrebuje mize z masko za skeniranje in sistema za nadzor sinhronega skeniranja. Zato je struktura razmeroma preprosta, stroški relativno nizki, delovanje pa zanesljivo.
Ko je tehnologija IC dosegla 0,25 μm, je uporaba litografije s koraki in ponovitvami začela upadati zaradi prednosti litografije s koraki in skeniranjem pri velikosti polja osvetlitve skeniranja in enakomernosti osvetlitve. Trenutno ima najnovejša litografija s koraki in ponovitvami, ki jo zagotavlja Nikon, vidno polje s statično osvetlitvijo, ki je tako veliko kot litografija s koraki in skeniranjem, in lahko obdela več kot 200 rezin na uro z izjemno visoko proizvodno učinkovitostjo. Ta tip litografskega stroja se trenutno uporablja predvsem za izdelavo nekritičnih plasti IC.
4.3 Koračni skener
Uporaba korak-and-sken litografije se je začela v devetdesetih letih prejšnjega stoletja. S konfiguracijo različnih svetlobnih virov osvetlitve lahko tehnologija step-and-scan podpira različna procesna tehnološka vozlišča, od 365 nm, 248 nm, 193 nm potopne do EUV litografije. Za razliko od litografije s koraki in ponovitvami osvetlitev z enim poljem litografije s koraki in skeniranjem sprejme dinamično skeniranje, kar pomeni, da plošča maske dokonča gibanje skeniranja sinhrono glede na rezino; po zaključku trenutne osvetlitve polja se rezina prenese na mizico obdelovanca in stopi na naslednji položaj polja skeniranja, ponavljajoča se osvetlitev pa se nadaljuje; ponovite osvetlitev koraka in skeniranja večkrat, dokler niso izpostavljena vsa polja celotne rezine.
S konfiguracijo različnih vrst svetlobnih virov (kot so i-line, KrF, ArF) lahko koračni skener podpira skoraj vsa tehnološka vozlišča polprevodniškega procesa na sprednji strani. Tipični postopki CMOS na osnovi silicija so v velikih količinah sprejeli koračne skenerje od vozlišča 0,18 μm; stroji za ekstremno ultravijolično (EUV) litografijo, ki se trenutno uporabljajo v procesnih vozliščih pod 7 nm, uporabljajo tudi koračno skeniranje. Po delni prilagodljivi modifikaciji lahko koračni skener podpira tudi raziskave in razvoj ter proizvodnjo številnih procesov, ki ne temeljijo na siliciju, kot so MEMS, napajalne naprave in RF naprave.
Glavni proizvajalci strojev za projekcijsko litografijo s korakom in skeniranjem so ASML (Nizozemska), Nikon (Japonska), Canon (Japonska) in SMEE (Kitajska). ASML je leta 2001 predstavil serijo TWINSCAN litografskih strojev s korakom in skeniranjem. Sprejema dvostopenjsko sistemsko arhitekturo, ki lahko učinkovito izboljša izhodno hitrost opreme in je postal najbolj razširjen litografski stroj višjega razreda.
4.4 Potopna litografija
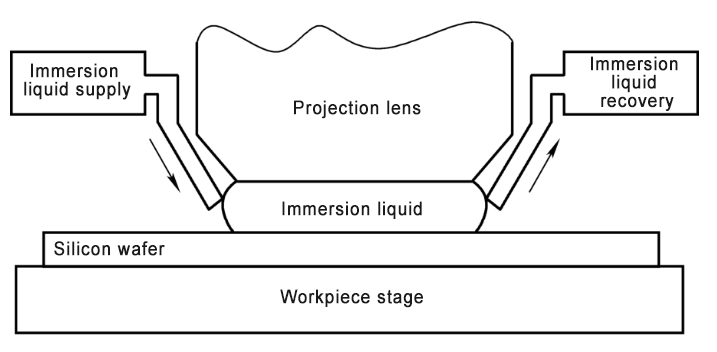
Iz Rayleighove formule je razvidno, da je, kadar valovna dolžina izpostavljenosti ostane nespremenjena, učinkovit način za nadaljnje izboljšanje slikovne ločljivosti povečanje numerične aperture slikovnega sistema. Za slikovne ločljivosti pod 45 n in višje metoda suhe ekspozicije ArF ne more več zadostiti zahtevam (ker podpira največjo slikovno ločljivost 65 n), zato je treba uvesti metodo imerzijske litografije. Pri tradicionalni litografski tehnologiji je medij med lečo in fotorezistom zrak, medtem ko tehnologija potopne litografije zračni medij nadomešča s tekočino (običajno ultračisto vodo z lomnim količnikom 1,44).
Pravzaprav tehnologija potopne litografije uporablja skrajšanje valovne dolžine svetlobnega vira po prehodu svetlobe skozi tekoči medij za izboljšanje ločljivosti, razmerje skrajšanja pa je lomni količnik tekočega medija. Čeprav je potopni litografski stroj vrsta litografskega stroja s korakom in skeniranjem in se njegova sistemska rešitev opreme ni spremenila, gre za spremembo in razširitev litografskega stroja s korakom in skeniranjem ArF zaradi uvedbe ključnih tehnologij, povezanih do potopitve.
Prednost potopne litografije je v tem, da se zaradi povečanja numerične aperture sistema izboljša zmožnost slikovne ločljivosti litografskega stroja s koračnim skenerjem, ki lahko izpolni procesne zahteve glede slikovne ločljivosti pod 45 nm.
Ker stroj za potopno litografijo še vedno uporablja svetlobni vir ArF, je zagotovljena kontinuiteta postopka, s čimer se prihranijo stroški raziskav in razvoja svetlobnega vira, opreme in postopka. Na tej podlagi, v kombinaciji z več grafičnimi in računalniško litografsko tehnologijo, se stroj za potopno litografijo lahko uporablja v procesnih vozliščih 22 nm in manj. Preden je bil EUV litografski stroj uradno dan v množično proizvodnjo, je bil potopni litografski stroj široko uporabljen in je lahko izpolnjeval procesne zahteve 7nm vozlišča. Vendar pa se je zaradi uvedbe potopne tekočine inženirska težava same opreme znatno povečala.
Njegove ključne tehnologije vključujejo tehnologijo za dobavo in rekuperacijo potopne tekočine, tehnologijo za vzdrževanje polja potopne tekočine, tehnologijo onesnaževanja in nadzora napak z imerzijsko litografijo, razvoj in vzdrževanje potopnih projekcijskih leč z ultra veliko numerično zaslonko in tehnologijo zaznavanja kakovosti slike v pogojih potopitve.
Trenutno komercialne litografske stroje ArFi step-and-scan večinoma zagotavljata dve podjetji, in sicer nizozemsko ASML in japonsko Nikon. Med njimi je cena posameznega ASML NXT1980 Di približno 80 milijonov evrov.
4.5 Stroj za ultravijolično litografijo
Da bi izboljšali ločljivost fotolitografije, se valovna dolžina osvetlitve še dodatno skrajša, potem ko je uporabljen vir svetlobe excimer, in kot vir svetlobe osvetlitve je uvedena ekstremna ultravijolična svetloba z valovno dolžino od 10 do 14 nm. Valovna dolžina ekstremne ultravijolične svetlobe je izjemno kratka, odsevni optični sistem, ki ga je mogoče uporabiti, pa je običajno sestavljen iz večplastnih filmskih reflektorjev, kot sta Mo/Si ali Mo/Be.
Med njimi je teoretična največja odbojnost večplastne folije Mo/Si v območju valovnih dolžin od 13,0 do 13,5 nm približno 70 %, teoretična največja odbojnost večplastne folije Mo/Be pri krajši valovni dolžini 11,1 nm pa približno 80 %. Čeprav je odbojnost večslojnih filmskih reflektorjev Mo/Be višja, je Be zelo toksičen, zato so bile raziskave tovrstnih materialov pri razvoju EUV litografske tehnologije opuščene.Trenutna EUV litografska tehnologija uporablja Mo/Si večplastni film, njegova valovna dolžina izpostavljenosti pa je prav tako določena na 13,5 nm.
Glavni vir ekstremne ultravijolične svetlobe uporablja tehnologijo lasersko proizvedene plazme (LPP), ki uporablja visokointenzivne laserje za vzbujanje vroče talilne Sn plazme za oddajanje svetlobe. Dolgo časa sta bila moč in razpoložljivost svetlobnega vira ozka grla, ki omejujeta učinkovitost EUV litografskih strojev. Z močnostnim ojačevalnikom glavnega oscilatorja, tehnologijo prediktivne plazme (PP) in tehnologijo čiščenja zbiralnega ogledala na kraju samem sta bili moč in stabilnost svetlobnih virov EUV močno izboljšani.
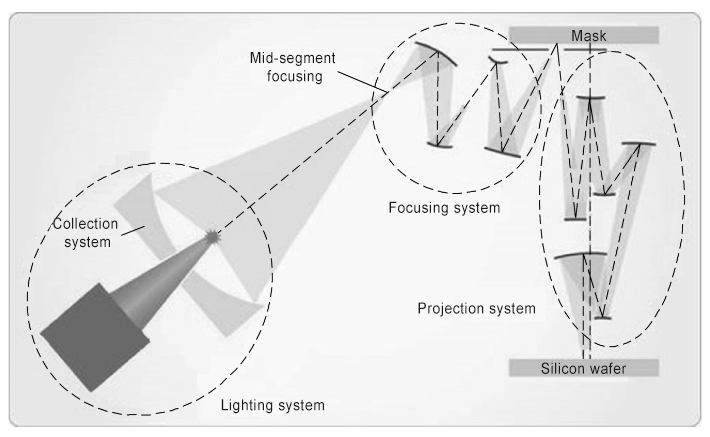
Litografski stroj EUV je v glavnem sestavljen iz podsistemov, kot so svetlobni vir, osvetlitev, leča objektiva, stopnja obdelovanca, stopnja maske, poravnava rezin, ostrenje/niveliranje, prenos maske, prenos rezin in vakuumski okvir. Po prehodu skozi osvetljevalni sistem, sestavljen iz večslojnih prevlečenih reflektorjev, se ekstremna ultravijolična svetloba obseva na odsevno masko. Svetloba, ki jo odbije maska, vstopi v optični slikovni sistem s popolnim odbojem, sestavljen iz niza reflektorjev, in končno se odbita slika maske projicira na površino rezine v vakuumskem okolju.
Vidno polje osvetlitve in vidno polje slikanja EUV litografskega stroja sta v obliki loka, metoda skeniranja po korakih pa se uporablja za doseganje popolne izpostavljenosti rezin za izboljšanje izhodne hitrosti. Najnaprednejši EUV litografski stroj NXE serije ASML uporablja osvetlitveni svetlobni vir z valovno dolžino 13,5 n, odsevno masko (6° poševnega vpada), 4-kratni redukcijski odsevni projekcijski objektivni sistem s 6-zrcalno strukturo (NA=0,33), a vidno polje skeniranja 26 mm × 33 mm in okolje izpostavljenosti vakuumu.
V primerjavi s stroji za potopno litografijo je bila ločljivost posamezne osvetlitve EUV litografskih strojev, ki uporabljajo vire ekstremne ultravijolične svetlobe, močno izboljšana, s čimer se je mogoče učinkovito izogniti zapletenemu procesu, ki je potreben za večkratno fotolitografijo za oblikovanje grafike visoke ločljivosti. Trenutno ločljivost ene same osvetlitve litografskega stroja NXE 3400B z numerično odprtino 0,33 doseže 13 n, izhodna hitrost pa doseže 125 kosov/h.
Da bi izpolnili potrebe po nadaljnji razširitvi Moorovega zakona, bodo v prihodnosti EUV litografski stroji z numerično odprtino 0,5 sprejeli sistem projekcijskih objektivov s centralnim blokiranjem svetlobe, z uporabo asimetrične povečave 0,25-krat/0,125-krat, in vidno polje osvetlitve skeniranja se bo zmanjšalo s 26 m × 33 mm na 26 mm × 16,5 mm, ločljivost enkratne osvetlitve pa lahko doseže pod 8nm.
——————————————————————————————————————————————————— ———————————
Semicera lahko zagotovigrafitnih delov, mehka/trda klobučevina, deli iz silicijevega karbida, CVD deli iz silicijevega karbida, inDeli, prevlečeni s SiC/TaCs polnim polprevodniškim postopkom v 30 dneh.
Če vas zanimajo zgornji polprevodniški izdelki,prosimo, ne oklevajte in nas kontaktirajte prvič.
Tel.: +86-13373889683
WhatsAPP: +86-15957878134
Email: sales01@semi-cera.com
Čas objave: 31. avgusta 2024